Étudiant.e.s : Violette Husson, Mateo Laurent, Lucie Legrandois.
Intentions initiales
- Échelle des objets d’applications recherchés :
[40cm ; 150-200cm] avec expérimentation préalable sur des échelles plus petites - Bilames, matériaux sandwiches avec différents degrés de déformation
- Utilisation des propriétés intrinsèques du matériau et de l’environnement pour introduire la déformation (pas d’apport de courant magnétique par exemple)
- Baromorphes bois
- Formes modulaires
On évolue rapidement vers les tissus gonflants. En se basant sur le gonflement des matériaux, que ce soit des fibres de laine pour un tissu, l’humidité pour le bois, ou de l’air comprimé. La fonction de l’objet sera à définir dans l’échelle proposée ci-dessus. Des méthodes tels les bilames (collage de deux matériaux aux propriétés différentes pour permettre la déformation) ou l’utilisation de multiples modules pour créer des « tissus » et des feuilles souples à partir de matériaux a priori rigides (comme le bois) peuvent être envisagées.
Nous cherchons à matérialiser une surface sensible, qui peut être modifiée au gré de son environnement. Une vision métaphysique de notre environnement en influant sur la transformation des matières qui représentent l’absorption du trop plein d’informations de nos cerveaux dans ces temps où tout va trop vite.
Références
- Mode






- Sciences
- Architecture

- Nature et biomimétisme

Pistes de travail
Nous souhaitons travailler sur un matériau qui change de surface au gonflement. Nous voulons étudier le changement de texture en surface, ou la couleur par des inserts. Il y aurait ainsi dans notre projet une réflexion sur la partie gonflante et sur les morceaux qui viendraient se fixer en surface, un jeu de recto-verso.
Les premières pistes se portent plutôt sur le latex ou le silicone pour la partie interne, puis on évolue vers les textiles gonflants (imprégnés). Il s’agit de donner une forme, par la découpe d’un motif sur le support pour changer son gonflement, puis éventuellement jouer sur les inserts extérieurs. On s’inspire des baromorphes.
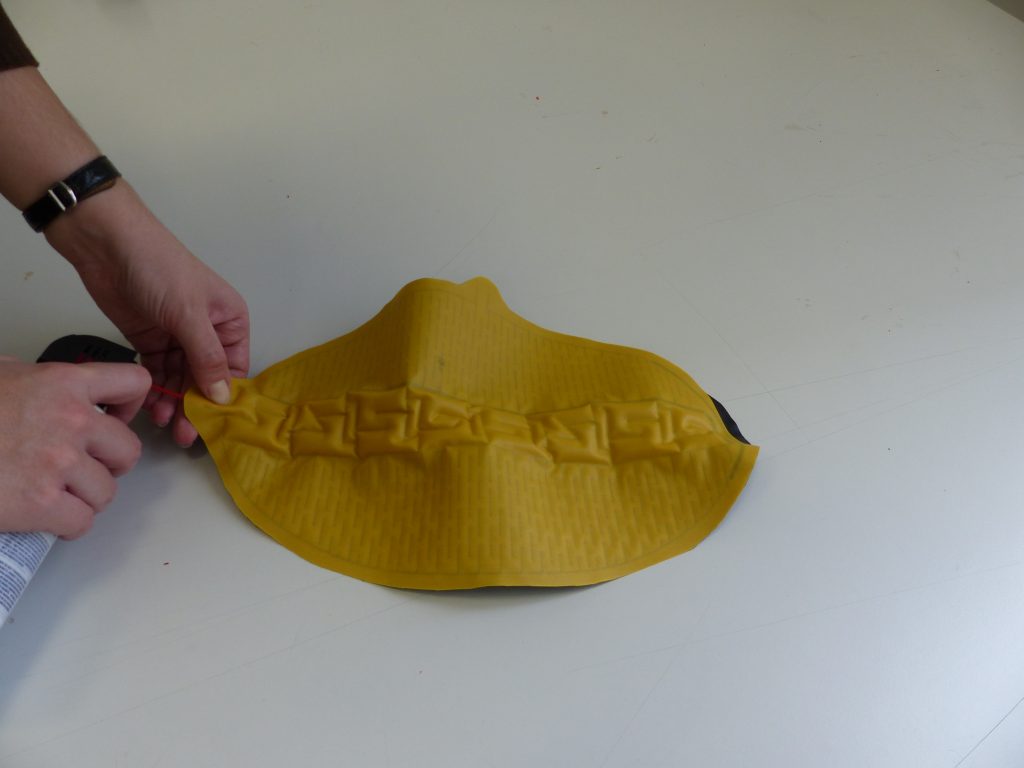
Finalement, nous choisissons la piste du chapeau. Un chapeau gonflable dont la forme évoluerait selon les envies de l’utilisateur, une excroissance de son cerveau en perpétuel mouvement.
Planning des séances
| Semaines | Réalisations |
|---|---|
| 30/10 | Présentation du cours |
| 06/11 | Mise en groupe |
| 13/11 | Recherches de sujet (biblio, références) |
| 20/11 | Premiers tests fer à souder, patrons |
| 27/11 | Tests fer à souder, patrons |
| 04/12 | Tests fer à souder + ultrasons, patrons |
| 11/12 | Ultrasons, intentions, formes, patrons, CNC, laser |
| 14/12 | Organisation de la semaine, récupération du fer à souder, installation sur la CNC et réglages (25 tests) |
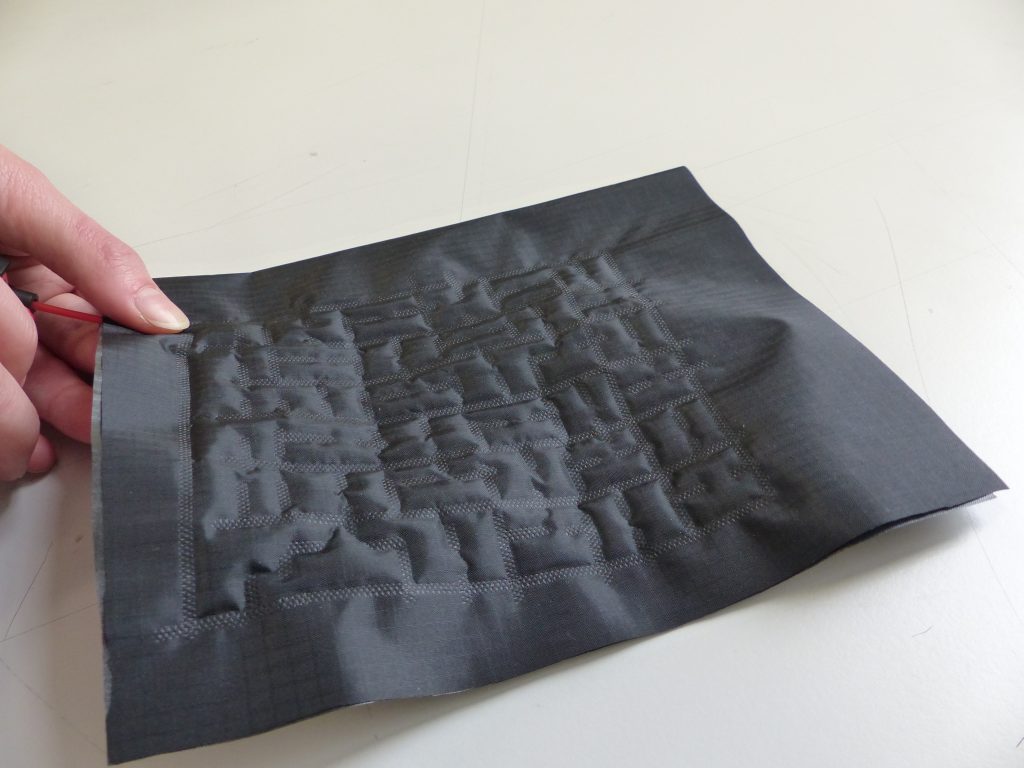
| 15/12 | Tests sur différents textiles, paramétrages et production d’un échantillon plus grand avec double motif. |
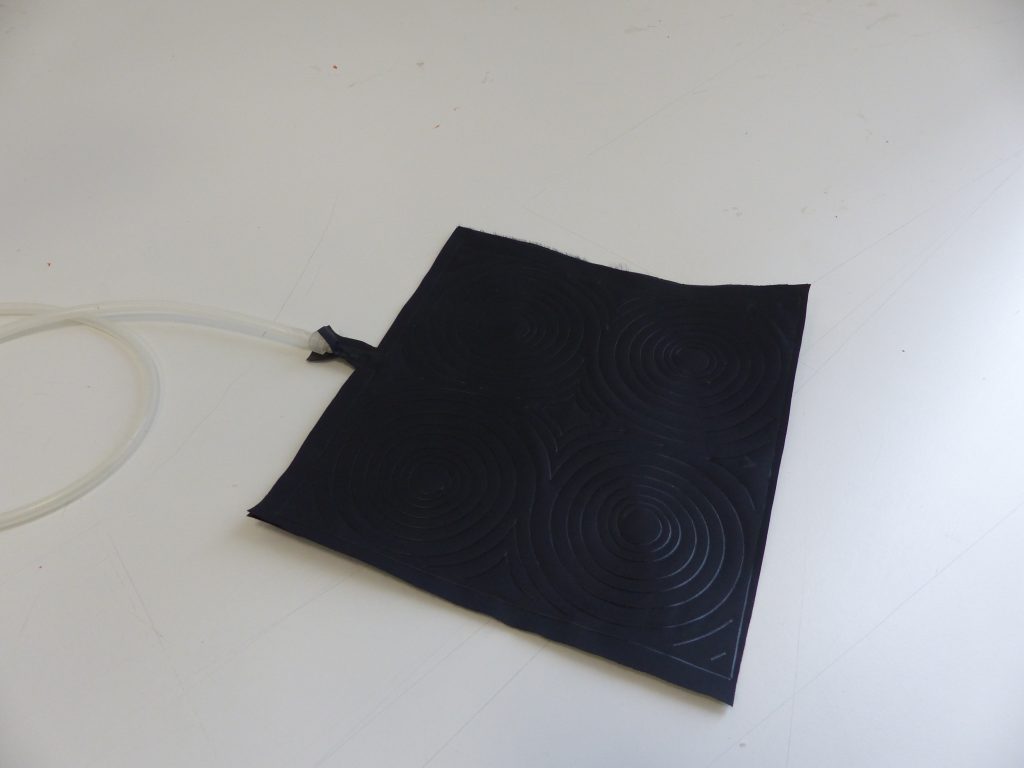
| 16/12 | Tests double poches, production de grands motifs (bicolores, ronds, ovales), tri des échantillons |
| 17/12 | Nappe à l’ultrasons, nouveaux motifs à la CNC, tests d’alimentation en air, photos |
| 18/12 | Préparation de la soutenance et rendu du projet |
Matériaux et méthodes
Inventaire matériaux
- Silicone / latex / colle à silicone
- Moules en impression 3D PLA
- Tissu nylon imprégné de TPU / Tissu thermocollable
- Papier cuisson
- Papier
- Bois / PLA bois
- Autres tissus synthétiques
Inventaire des méthodes et outils
| Technologie | Résultats | Commentaire | |
|---|---|---|---|
 | Fer à souder | Correct | Difficile d’être précis (température et tracé régulier) |
| Découpe laser (Trotec speedy 300) | Non | Mauvaise idée. Trotec ne garantit rien. | |
| Presse | – | – | |
| Hackage imprimante 3D | – | – | |
 | Soudeuse ultrasons | bon | Solide, un peu épais. Pas parfaitement précis. |
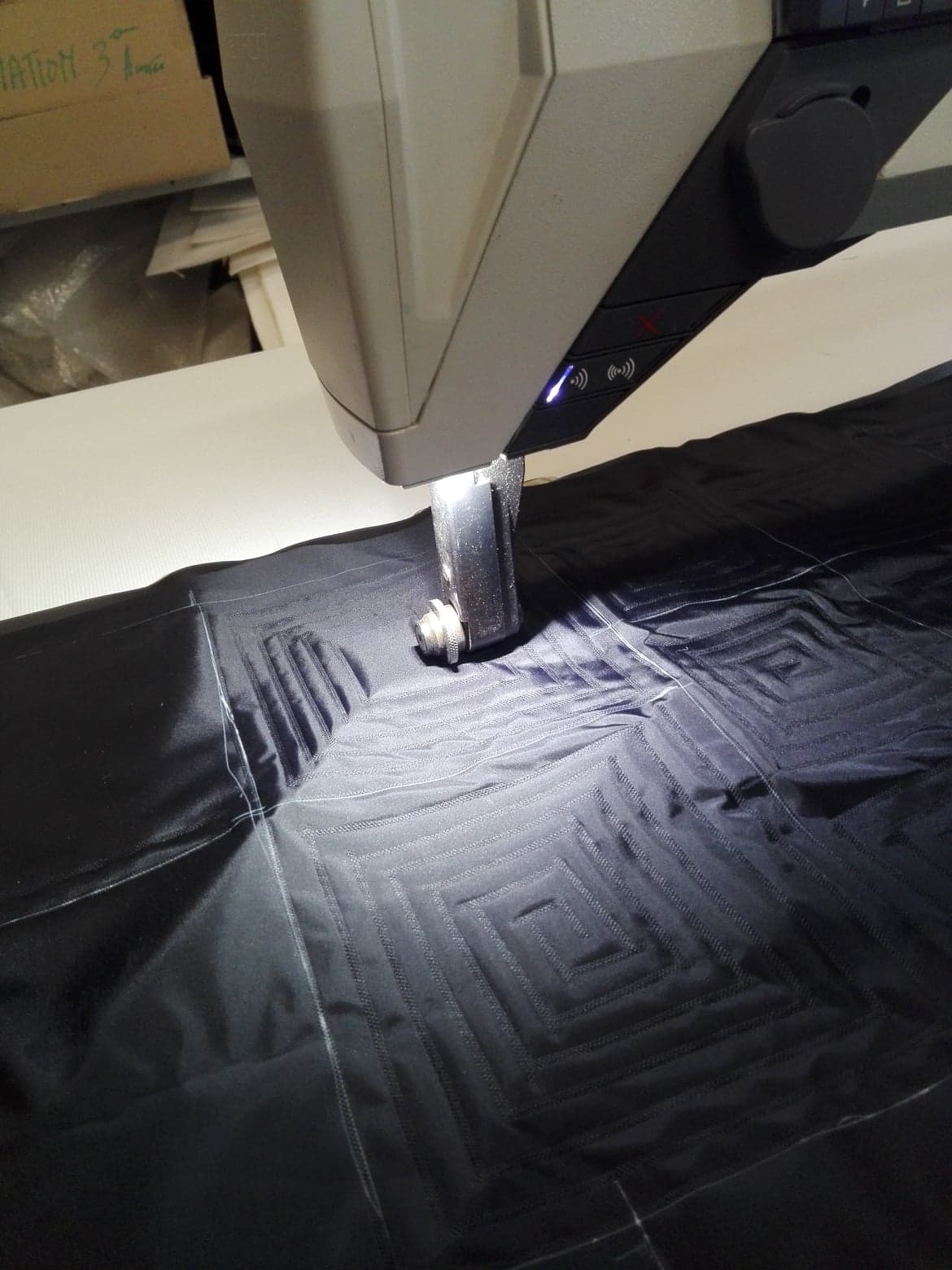
 | CNC avec fer à souder | mauvais test 1 / très précis test 2 | Trop bricolé, fer en biseau, de côté. Accroche le tissu. / Plus rapide et précis. |
Documentation utilisation des machines
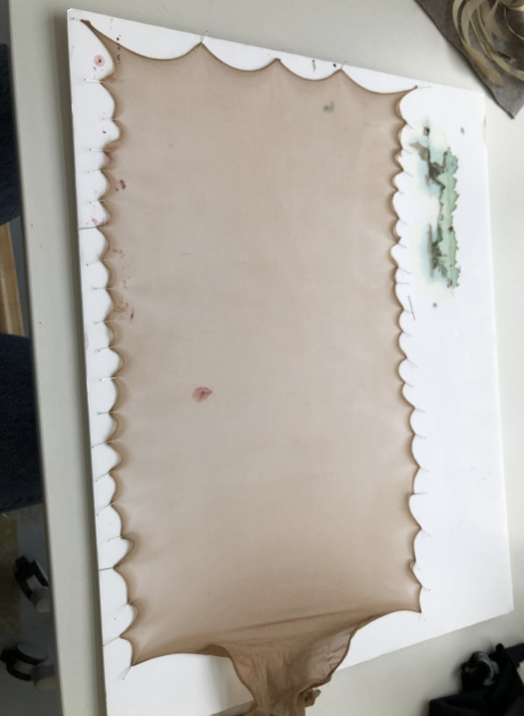
Fer à souder manuel
Température du fer comprise entre [200-250] degrés et [300-350] degrés, en fonction de l’épaisseur du tissu. La vitesse de déplacement est assez faible. On place les deux épaisseurs de tissu tendu sur une surface martyr à l’aide de scotch double face. Puis on fixe une feuille de calque sur laquelle est imprimée le motif à souder. On trace au fer le motif, sans oublier la valve d’entrée d’air.
Soudeuse ultrasons
Réglages : 0.18mm pour deux feuilles de tissu fin et une feuille de calque. Choix de la roulette la plus fine (2.5mm). On fixe les deux feuilles textiles et le calque ensemble puis on repasse avec le laminoir sur le tracé. Lorsqu’on appuie sur la pédale on soude, en appuyant sur le bord de la pédale côté fermé, on peut relever le bras de la machine et déplacer le tissu. Le bouton « wifi » permet de choisir si le mode soudure par ultrason est actif ou non.
CNC
Action directe sur la machine : utiliser le logiciel de la CNC qui transmet le gcode, l’interface permet de se déplacer selon les axes x,y,z. Il faut toujours contrôler pendant le mouvement l’éventuel fin de course et en cas de choc, stopper le courant par le bouton d’arrêt d’urgence. On relance d’abord la machine avant de défaire le bouton rouge puis faire un home machine.
Quelques commandes basiques de gcode : G1 pour activer un moteur, X10 pour X l’axe et 10 la distance (en mm), F100 pour la vitesse.
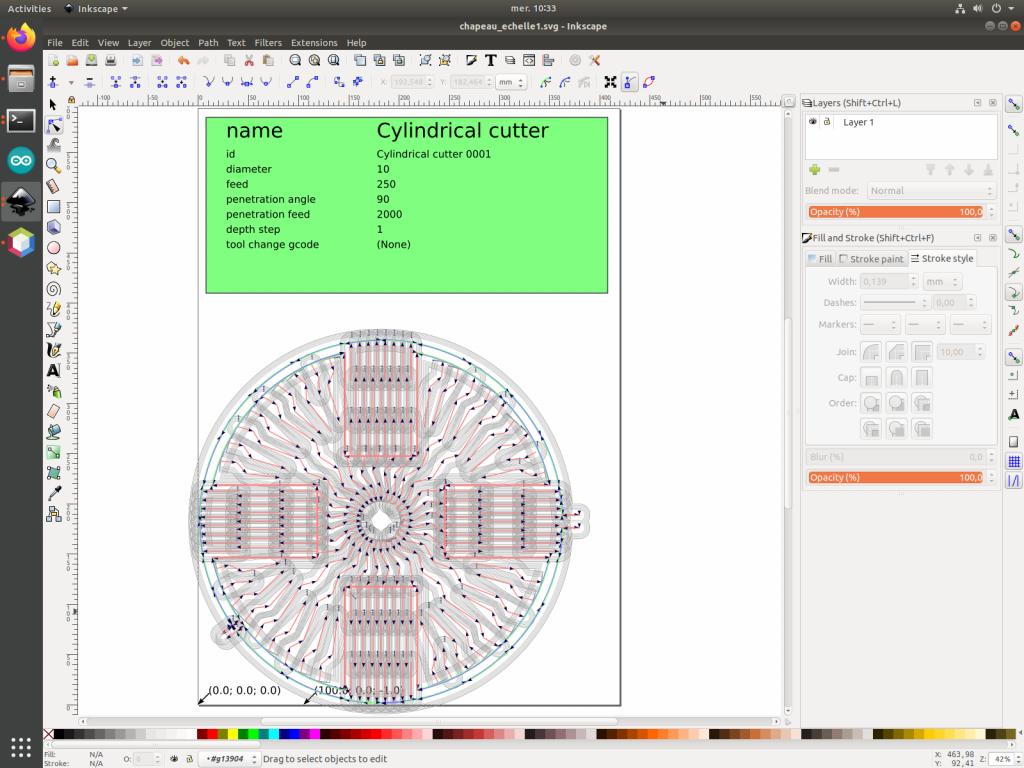
Sur Inkscape : avant d’effectuer le raccord, le mieux est d’ouvrir le motif. On dégroupe tout, on transforme les objets en chemins et on efface les points de contrôle créés à la construction.
Remarque: On peut forcer l’arrêt du logiciel en cas de bug via la fenêtre de commande
ps -cf | grep NomDuProcess #Trouver le numéro du process en cours
sudo kill -9 NuméroDuProcess #forcer l’arrêt de la tâche
Tutoriel d’utilisation du module gcode d’inkscape
- Ouvrir son fichier (.svg)
- Convertir son tracé en un objet : object > object to path
- Pour visualiser le tracé, ctrl+shift+F, remplir en transparent, stroke path choisir le style (0.1mm)
- Définir les points d’origines : extension > gcode tools > orientation points (2 points, Z-depths -0.5)
- Dans tools library choisir l’outil (cône, cylindre)
- Gestion de l’area (en particulier du volume, donc de la hauteur). Pour définir l’aire (extension > gcode tools > area) il faut au préalable avoir sélectionné les chemins avec l’outil de sélection des points de contrôle.
- Enfin, toujours en sélectionnant les points de contrôle, dans gcode tools > path to gcode, bien vérifier le nom du fichier de destination et exporter le gcode.
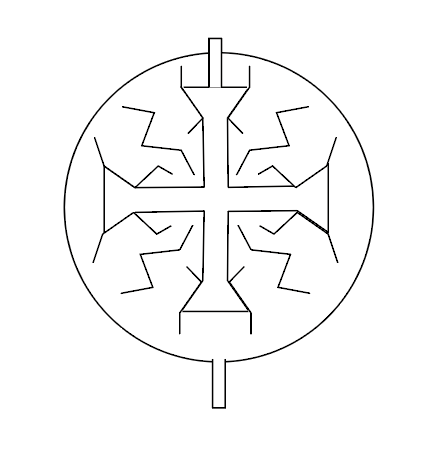
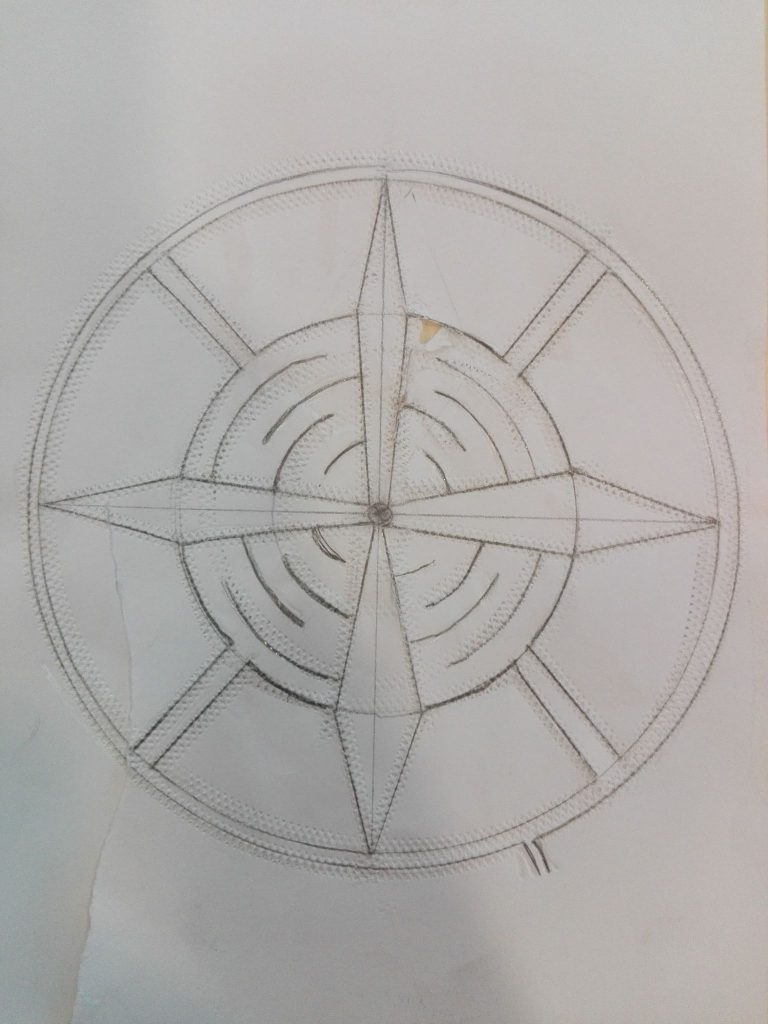
- On obtient les tracés suivants
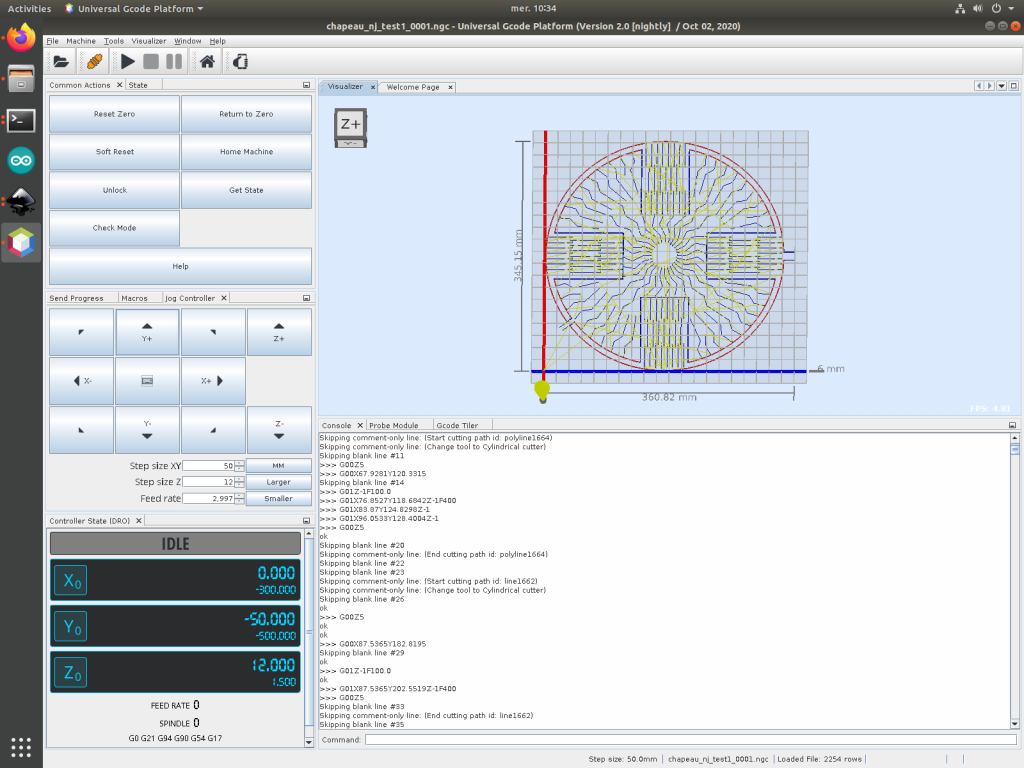
On peut ensuite rouvrir le logiciel de contrôle de la CNC par les commandes suivantes :
cd Documents/ugs-platform-linux/
cd bin
sudo ./ugs platform
# cliquer sur ok (p)
Il existe une macro pour régler la hauteur de l’outil, en utilisant le bloc imprimer en 3D et en fixant la pince croco conductrice sur l’objet conducteur servant à faire la mise à niveau. Fixer l’origine de la machine manuellement puis cliquer sur le bouton « reset 0 ».
Ouvrir le fichier gcode généré par inskape et lancer le tracé.
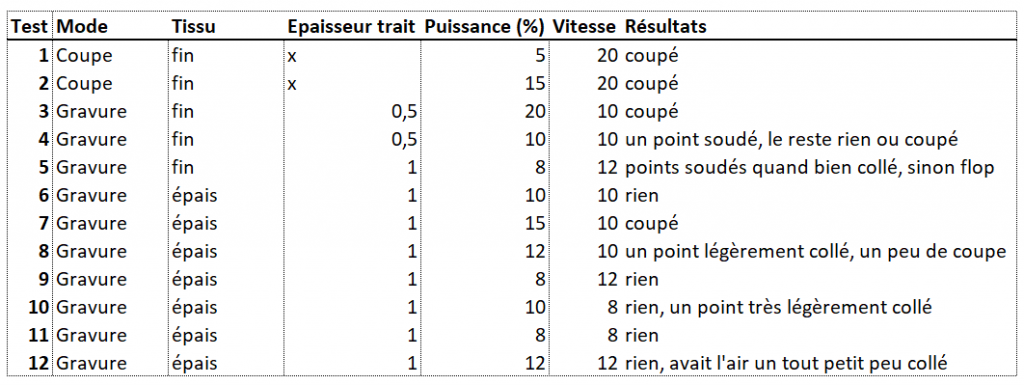
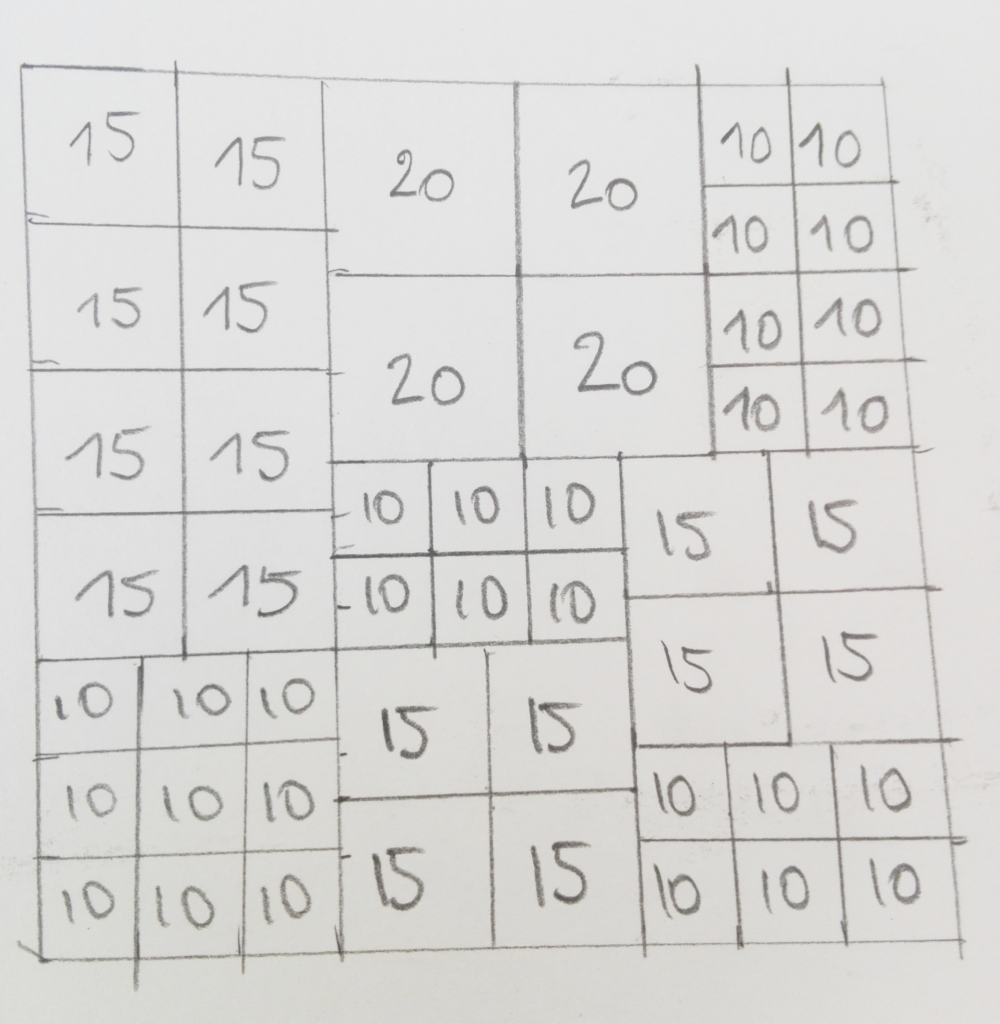
Voici les paramètres testés :
Découpeuse laser
À chaque nouveau matériau, il faut régler la hauteur du laser grâce au petit plot de réglage.
Tracer son motif sur Illustrator, choisir un contour de 0.01mm, noir pour une coupe ou un contour de 0.5mm en rouge pour de la gravure. Puis Imprimer > sélectionner comme imprimante Trotec Engraver.
Ouvrir le Job Control (qui normalement clignote) puis ouvrir son job dans la liste des fichiers à droite. L’icône en forme d’oeil permet de vérifier le tracer. L’icône voisin permet de sélectionner le matériau. Pour notre expérience on choisir tu textile, polyester.
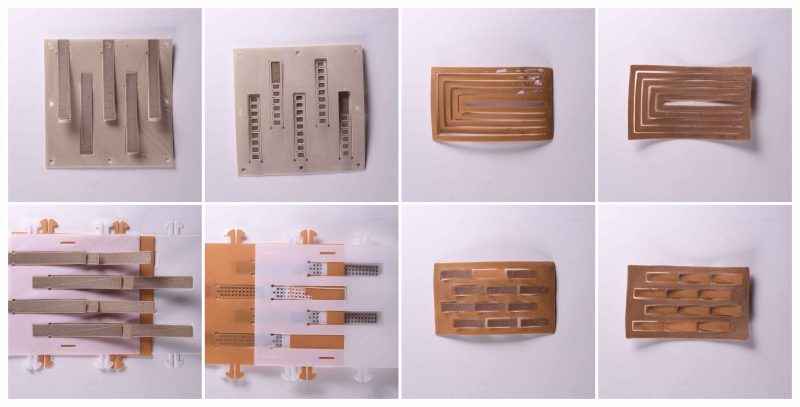
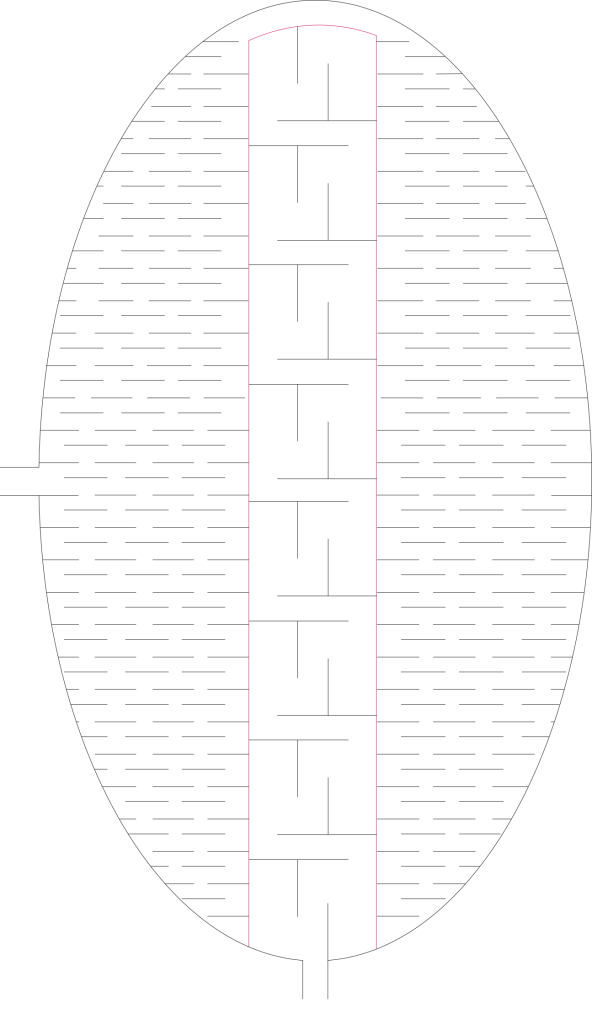
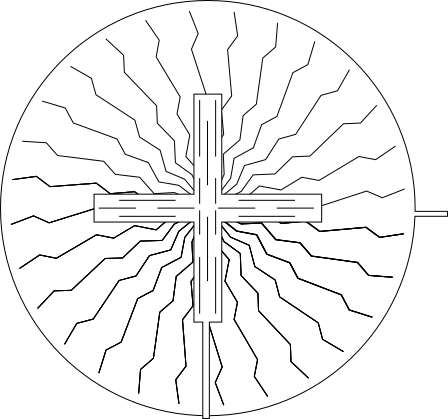
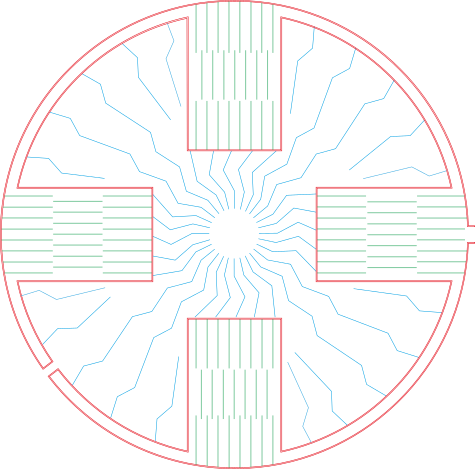
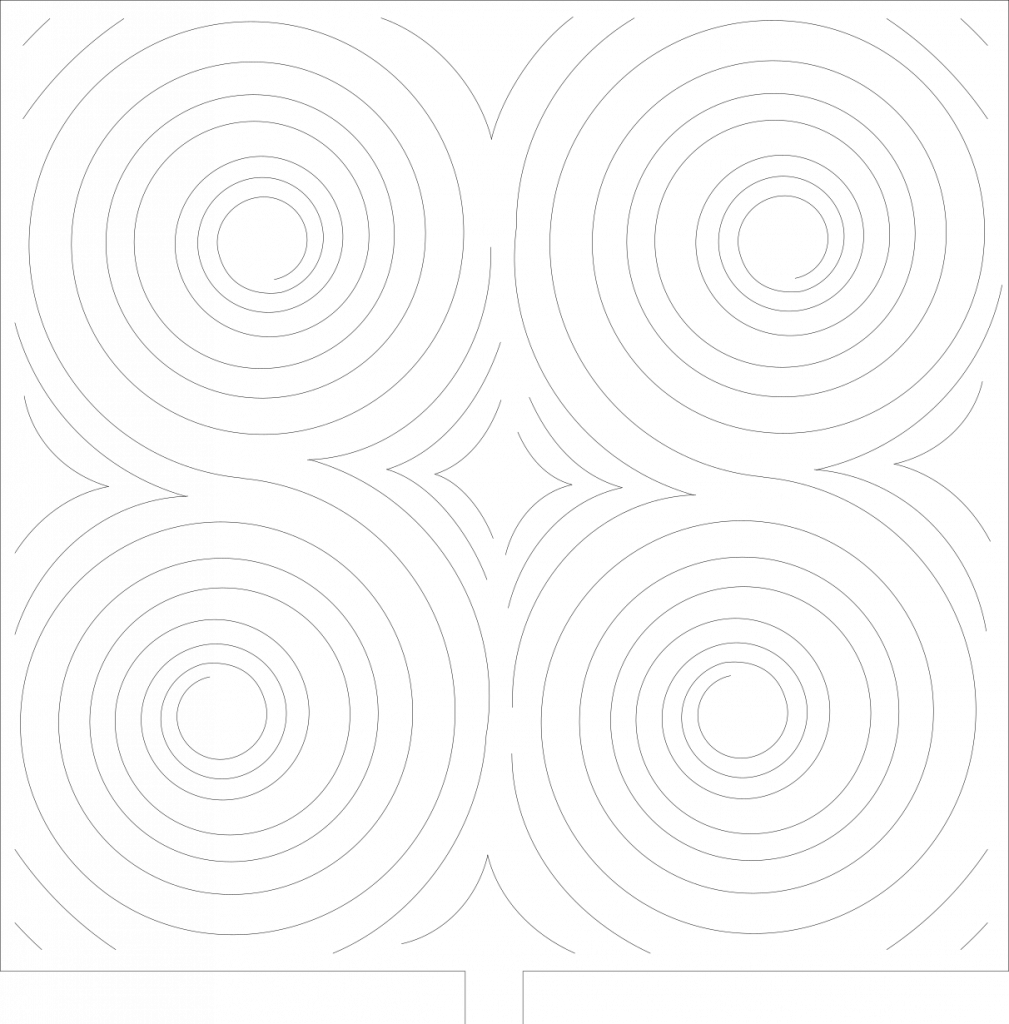
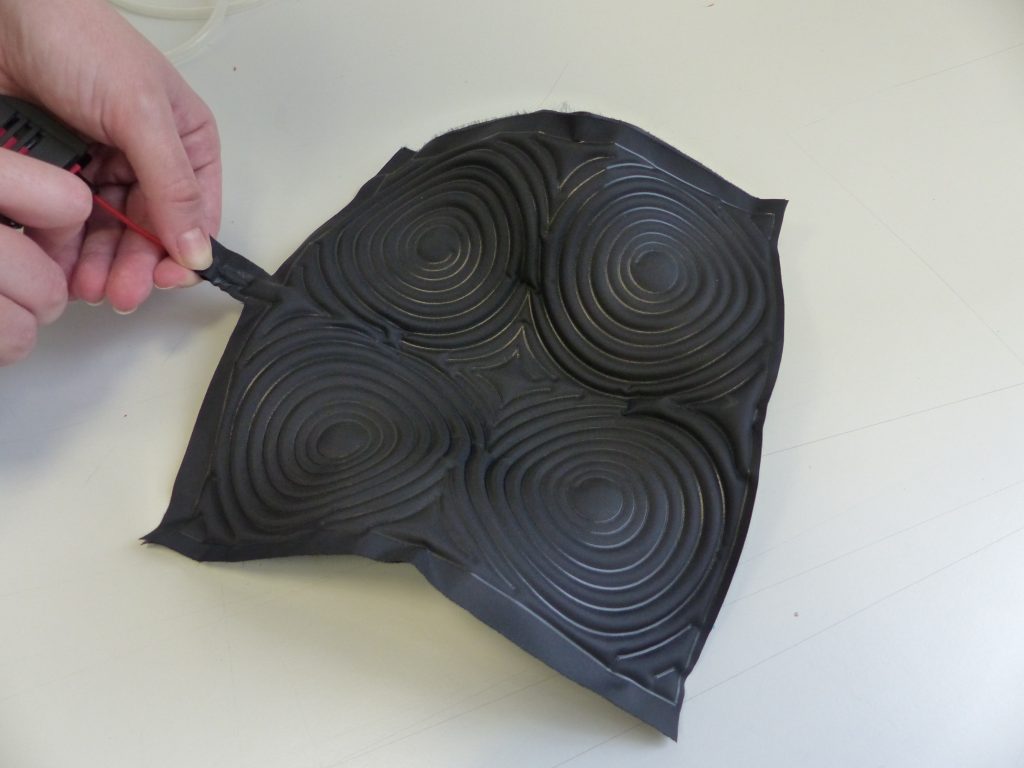
Motifs
Échantillons
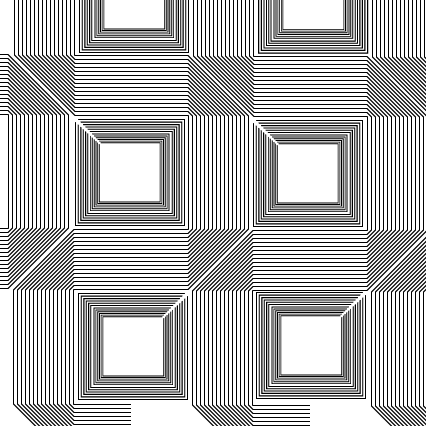
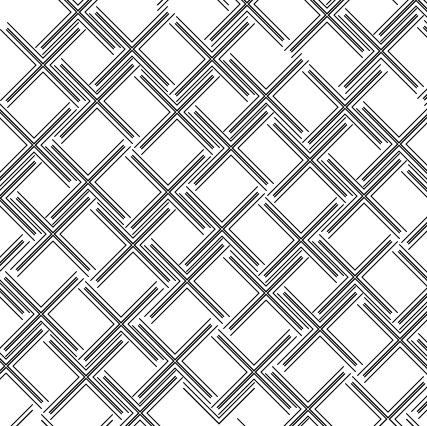
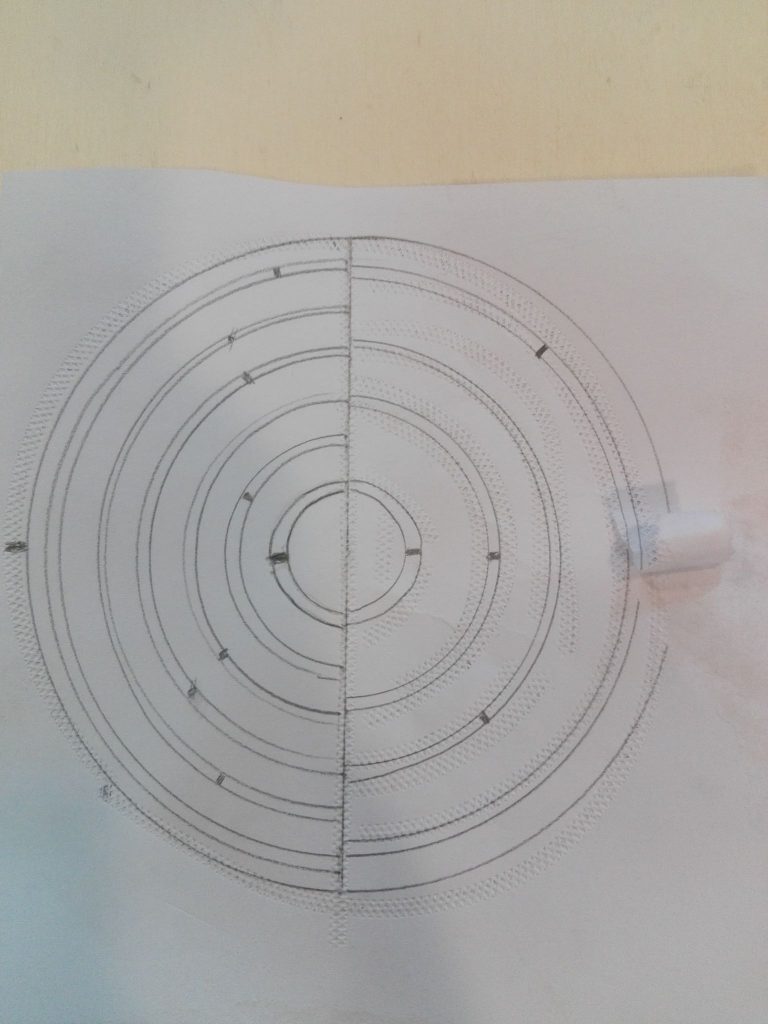
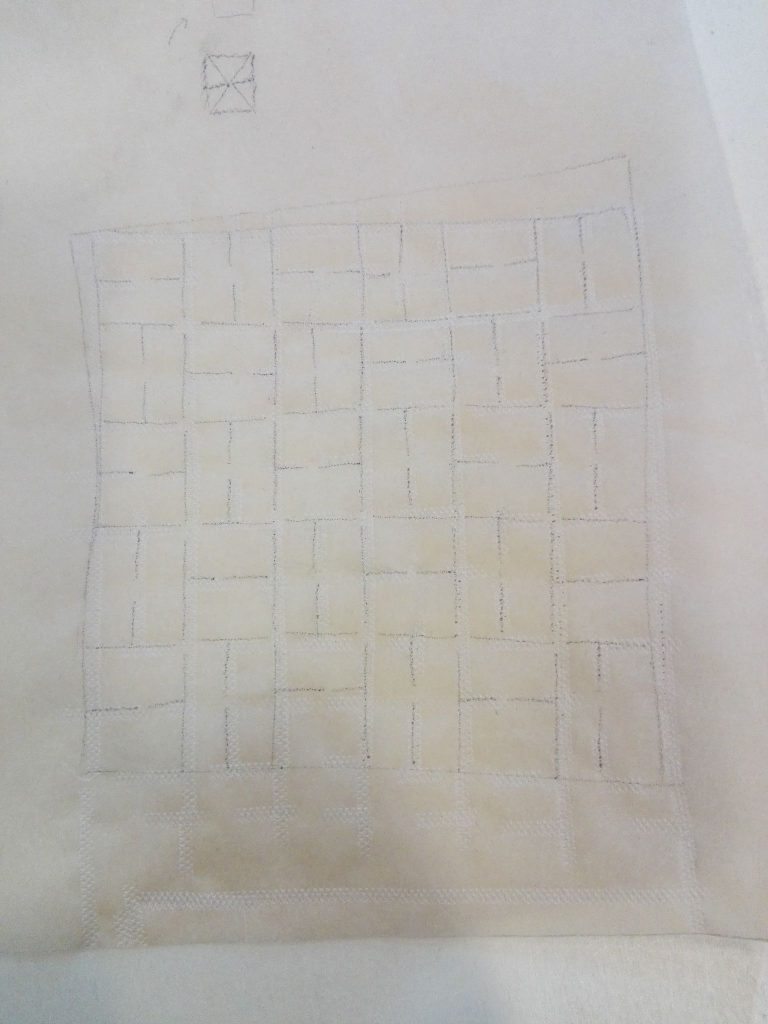
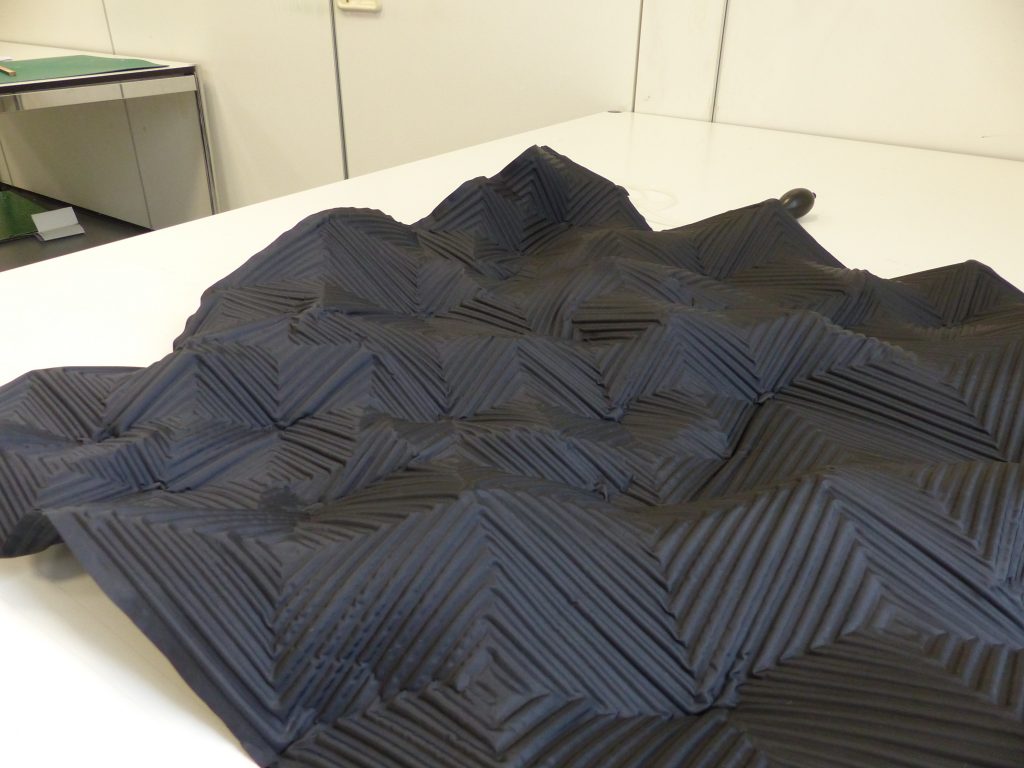
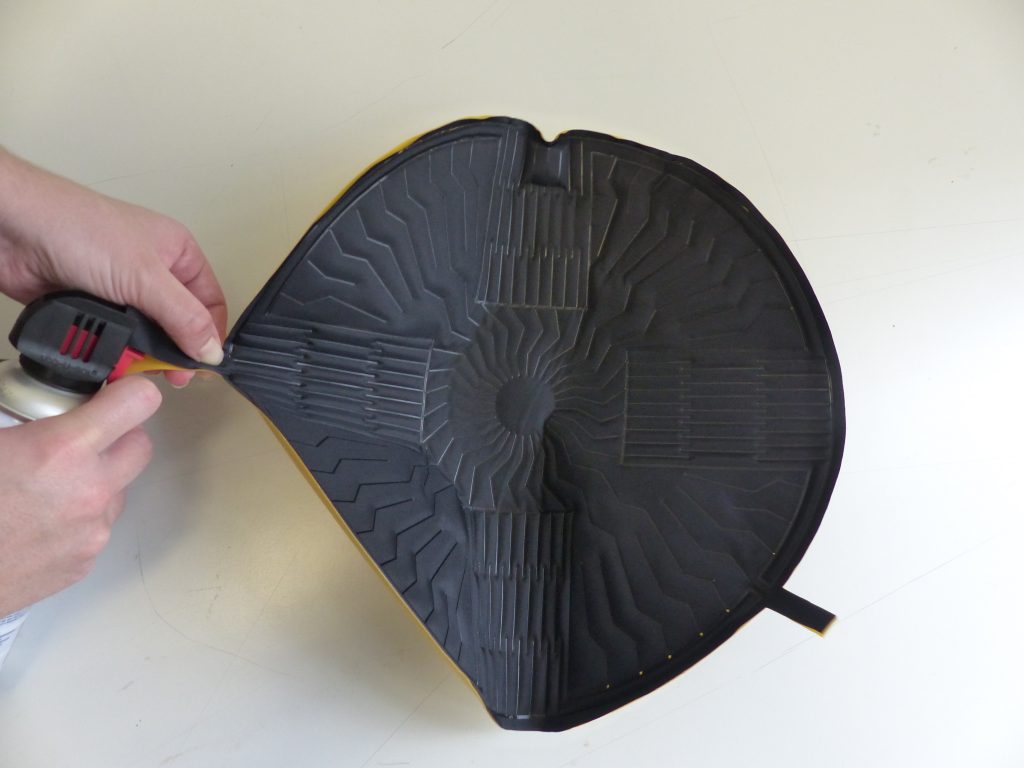
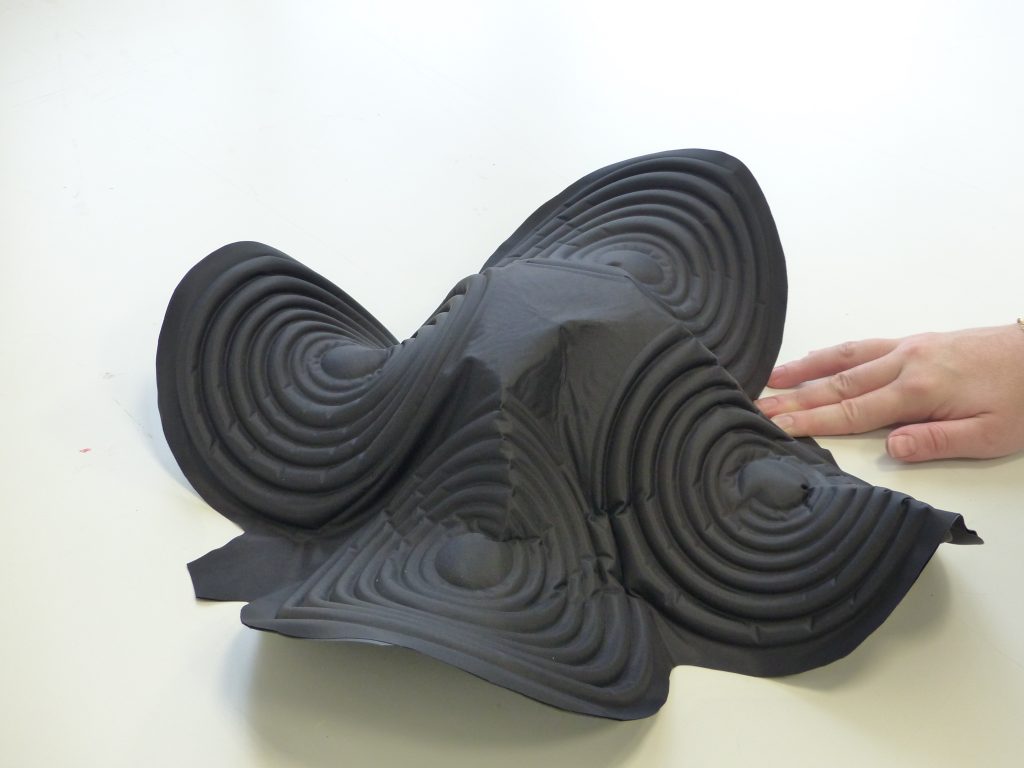
Motifs finaux à grande échelle
Tests filmés


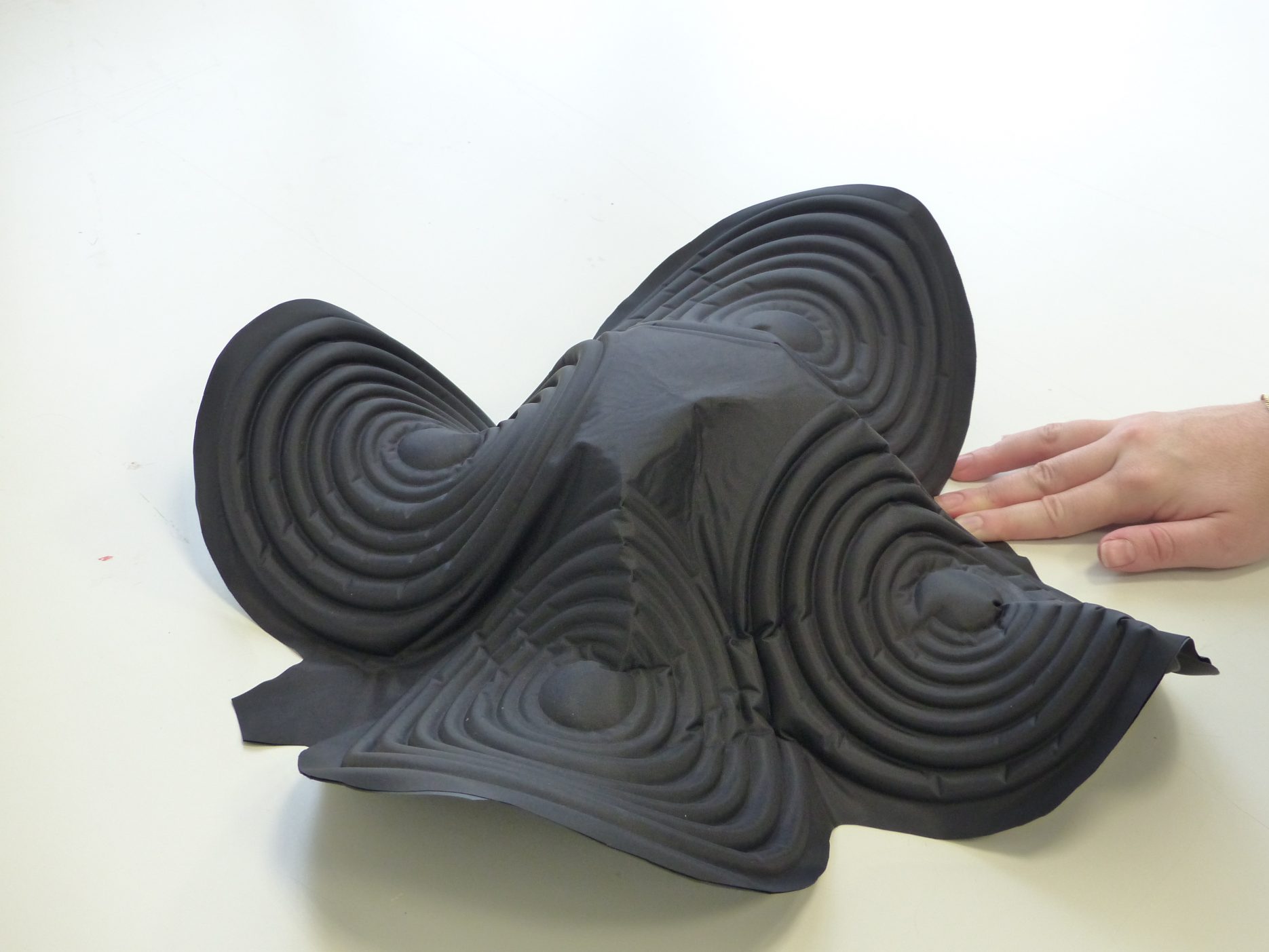
Galerie des prototypes finaux










Conclusion
Après plusieurs semaines d’expérimentations sur des machines et textiles variés, nous avons aboutit à de grandes pièces aux motifs jusqu’alors non exploités.